Ultrafiltración de agua
La importancia de obtener agua depurada, regenerada limpia y segura no puede ser subestimada. La presencia de sólidos en suspensión, turbidez, bacterias, patógenos y virus en el agua tratada puede tener graves consecuencias para la salud humana y el medio ambiente. Para abordar este problema, hemos desarrollado los sistemas de ultrafiltración (UF) diseñados específicamente para eliminar de manera confiable estas impurezas y garantizar que el agua depurada sea segura para la reutilización.
La importancia de las membranas ultrafiltración
Las membranas poliméricas de PVDF han demostrado su capacidad para eliminar de manera confiable los sólidos en suspensión, la turbidez, las bacterias, los patógenos y los virus a un bajo coste siendo muy duraderas por lo que son la opción preferida para garantizar el suministro de agua segura en aplicaciones MBR, ultrafiltración terciaria y como pretratamiento para la desalación.. Su eficiencia económica, tamaño compacto y capacidad para soportar altas cargas de sólidos hacen que los sistemas de depuración con membranas sean una herramienta esencial en la lucha por un suministro de agua más limpio y seguro.
La unidad MBRable Train aporta un considerable ahorro de tiempo a las ingenierías en sus proyectos de definición de la etapa de ultrafiltración, su dimensionamiento y selección de equipos, proporcionando seguridad en la adopción de la unidad más adecuada para optimizar la planta MBR. Incluye la documentación de apoyo al desarrollo del proyecto de la etapa de ultrafiltración (esquema hidráulico, lógica de funcionamiento, manuales, etc.).
MBRable Train incluye la automatización de los ciclos y limpiezas preventivas, su monitorización y control en remoto. Reduce las necesidades de intervención de operarios contribuyendo a una eficiencia sostenida en el tiempo que permite prolongar la vida útil de las membranas. La optimización de procesos y su correcta integración comportan una optimización global de la depuradora y un menor consumo de productos químicos de limpieza.
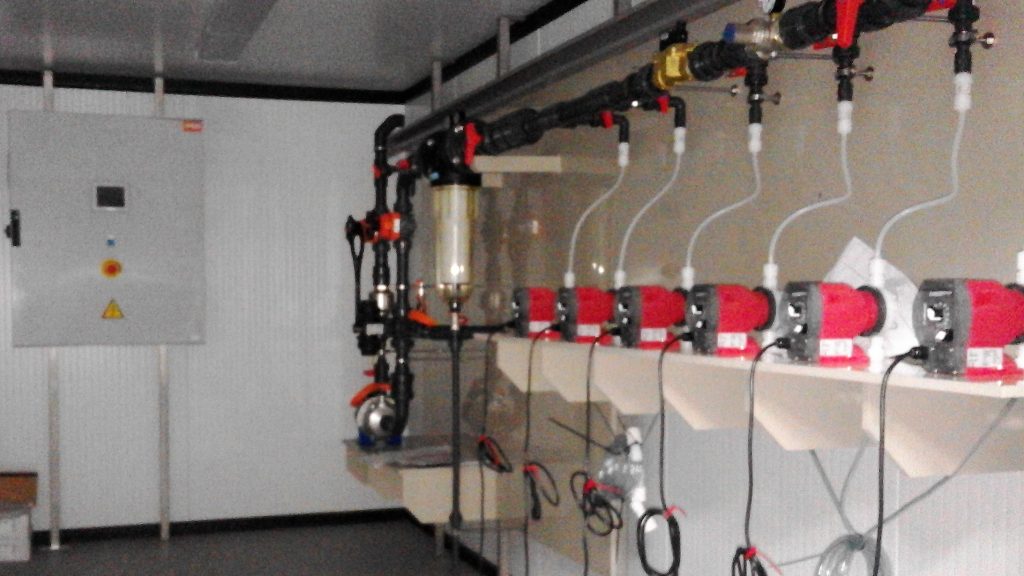
Además, del ahorro económico que se consigue en trabajos de ingeniería también se reduce el coste de instalación e implantación, pues la unidad se suministra montada y los equipos testados en vacío, con la maniobra de funcionamiento ya programada a falta de integrar con la maniobra general y conectar eléctrica e hidráulicamente a la depuradora. La estandarización del Train con distintas combinaciones prediseñadas permite proporcionar soluciones a costes significativamente bajos. Su diseño compacto optimiza el espacio ocupado, fácil de transportar a cualquier lugar del mundo y con la opción de suministro con o sin cubas, con o sin contenedor, adaptándose a cada proyecto.